
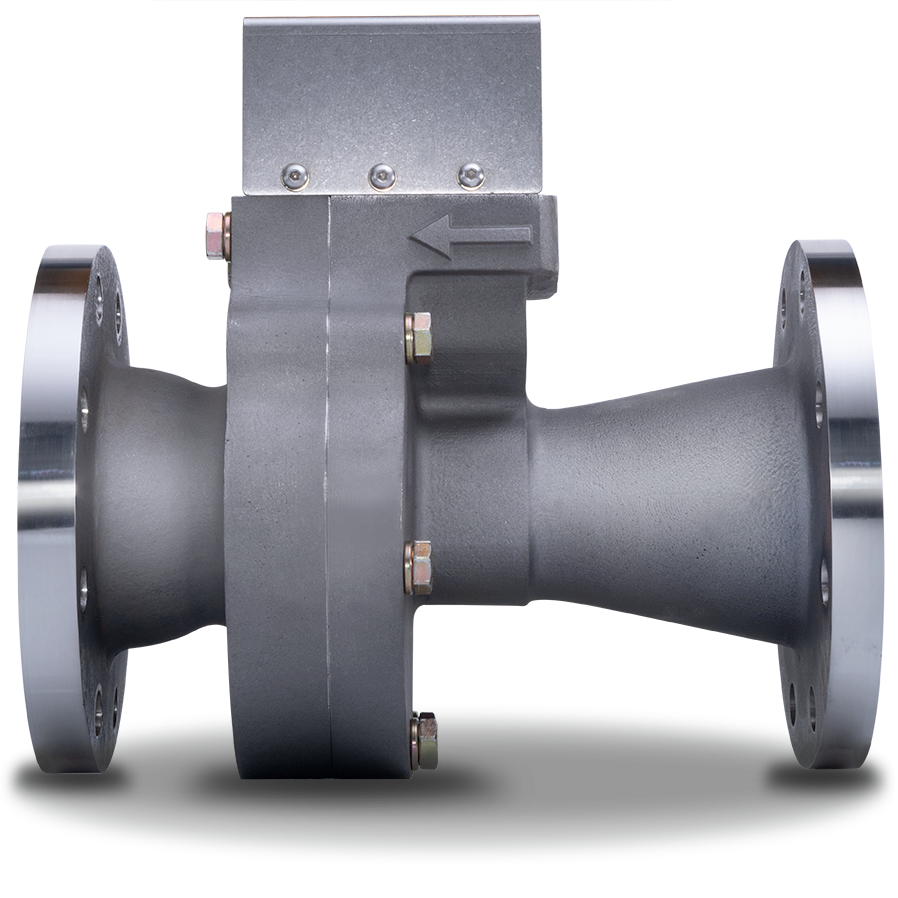

Kyle Daniels, CEO and Founder, Clarke Valve and inventor of the Dilating Disk™ Valve gives an insight into the technological shift and transition of valves manufacturing which is designed to regulate emissions and provide efficient processes in the oil & gas…
As operators in the oil & gas industry, it is vitally important to optimize the performance of control valves to maximize efficiency and profitability while maintaining safety and reliability. Usually, during a turnaround or maintenance, control valves need to be…

As 2022 winds to a close, it’s time for a look back at some of the most promising startups and the entrepreneurs leading them in Rhode Island over the past year. At Rhode Island Inno we covered a wide array…